钢管车丝的原理
- 2021-09-28-
钢管车丝组装夹成工件,依据需求得加工的螺纹的螺间距集结车床设备的床头箱上的螺距表,调整好挂轮及转速钢管车丝启动主轴,螺纹刀稍微触碰到待加工螺纹的表层,移动,中拖把进给量1mm,按下开合螺母,开始车螺纹,注意到位时及时摇出中拖把,一起主轴回转退出依据螺距巨细,调整进给量,后几刀进给量小点以便操控尺寸及光洁度。

钢管车丝加工避免了切削时振荡而引起的变形。高速度、小进给量,提高工件的表面加工质量,一起减小径向切削力,减小应力变形。
针对现有技能存在的技能问题,本公开供给了一类管材的车丝和打孔加工装置及方法,完成管材车丝与打孔均在一台设备上加工,提高管材打孔功率,完成各种定尺管材可直接车丝加工,下降生产成本。
把还没加工到的管材运送至上料架,通过上料架将待加工管材移动至工作台支架上的v型凹槽内;依据规划管材中心高度下夹紧设备将管材抬升至设定高度,上夹紧装置下移夹紧管材; 待加工的管材夹紧后,移动车丝装置对管材的端部进行车丝;管材端部螺纹加工结束后,车丝装置复位。
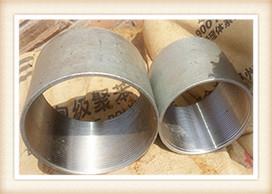
钢管车丝的大多数形态是有:单头类的外部丝,单头类的内部丝,双头外丝,双头外丝,管子内丝,管子外丝,管子内全丝,管子外丝等长短是可以随客户要求定制,构成非标管子内丝。
上一条: 无
下一条: 异型钢管的优缺点